| индекс | ||||||
УНИВЕРСАЛЬНЫЙ ГЕНЕРАТОР ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВВведениеТехнологическая подготовка является узким местом практически всех современных производств. После того как, конструкторы определили структуру изделия, документация передаётся технологам, и начинается длительный, а порой, и совершенно, интуитивный процесс отехнолаживания изделия. Интуитивность этой работы не всегда имеет знак минус. Нередко она основывается на многолетнем опыте технолога, знающего все возможности цехового оборудования, необходимые для изготовления изделия. Между тем, квалифицированных технологов на производстве становится всё меньше, а молодёжь не спешит занять места ветеранов. Актуальной становится проблема представления технологических знаний для автоматизации проектирования технологии. В последние годы на российском рынке программного обеспечения появились системы автоматизации технологического проектирования. Все эти CAM-системы являются редакторами, позволяющие создавать и использовать типовые технологические процессы, с возможностью их доработки под конкретное изделие. Данные о технологии в этих системах присутствуют в виде технологических справочников и типовых технологических процессов. Возможность описывать знания технолога в них отсутствует. Что же такое знания технолога? Это цепочка суждений, с помощью которой технолог выводит технологический процесс из параметров изделия. Любой рабочий технологический процесс представляет собой последовательность операций. Её, эту последовательность и надо уметь определять автоматически на основе параметров изделия. Процесс вывода должен опираться на правила, применяемые квалифицированными технологами конкретной предметной области. Предлагаемый генератор и есть средство проектирование технологических процессов изготовления изделий на основе их параметров и знаний технолога. Область примененияОбласть применения настоящего генератора практически не ограничена. Это может быть корпусообрабатывающее, токарно-фрезерное, сборочно-сварочное или малярное производство, т.е. любое производство, технологический процесс которого выражается последовательностью операций. Второе условие - структура изделия, получаемого в данном производстве, должна быть представима в виде набора параметризованных особенностей. Особенность изделия (Feature) это некая черта изделия, требующая специального технологического исполнения. Особенность изделия характеризуется набором параметров. Примером особенности листовой детали может быть форма детали (параметры: длина, ширина, толщина, форма контура). Другой пример особенности - фаска кромки детали (параметры: длина и угол). Представление изделия как набора особенностей выражает точку зрения на изделие технолога. Структура изделияИтак, изделие должно быть представимо в виде набора особенностей с параметрами. Каждая особенность изделия имеет следующие характеристики:
Тип особенности – это её уникальное имя, отличающее её от других особенностей изделия. Примеры – форма детали, фаска кромки детали, отверстие. Номер особенности – это номер особенности конкретного типа. Предполагается, что может быть несколько особенностей одного типа (несколько фасок, например). Каждая особенность имеет свой набор параметров. Параметр особенности может быть числовым или текстовым. Для числового параметра может быть задан диапазон значений. Для текстового параметра – список возможных значений. Структура изделия фиксируется в справочнике технологических параметров – см. рис. 1. 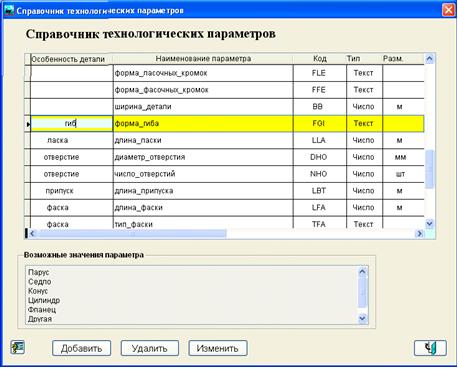 Рис. 1. Описание знаний технологаКак связать параметры изделия с последовательностью технологических операций, необходимой для изготовления изделия? Можно описать типовые изделия посредством набора ограничений на параметры особенностей, и затем с каждым типовым изделием связать свой типовой технологический процесс. Однако, рабочий технологический процесс конкретного изделия будет отличаться от типового, и потребуется ручная «доводка» последнего. В настоящей работе вместо использования типовых технологических процессов, предполагается сразу получать рабочий технологический процесс для конкретного изделия на основе параметров изделия и представления знаний технолога. Как рассуждает технолог, разрабатывая технологический процесс для конкретного изделия? Задача технолога - правильно выбрать оборудование для реализации особенностей изделия и определить правильный порядок применения различных видов оборудования. Технолог рассуждает «сверху вниз», намечая укрупнённые фрагменты технологии и фиксируя порядок их исполнения. Затем каждый из укрупнённых фрагментов уточняется, т.е. заменяется более детальными фрагментами. Процесс уточнения идёт до тех пор, пока фрагмент не становится физической операцией, выполняемой на конкретном оборудовании. В результате этих действий получается рабочий технологический процесс конкретного изделия, созданный на основе параметров изделия и знаний технолога. Основным понятием базы знаний технолога, описывающим элементарное суждение технолога, является понятие фрагмента технологии. Фрагмент технологии описывает элементарное действие, выполняемое над изделием. Действие это может быть как абстрактным (мыслимым), так и физическим. Пример абстрактного фрагмента технологии – «изготовление листовой детали». Пример физического фрагмента технологии – «резка детали на гильотине». Абстрактный фрагмент технологии подлежит обязательной конкретизации другими фрагментами. Физический фрагмент описывается технологической операцией на конкретном оборудовании. Фрагмент технологии имеет следующую структуру:
База знаний технолога представляет собой дерево, «сшитое» из фрагментов технологии. На рисунке 2 представлена часть дерева знаний технолога по обработке деталей судна в корпусообрабатывающем цехе ОАО «Окская судоверфь». 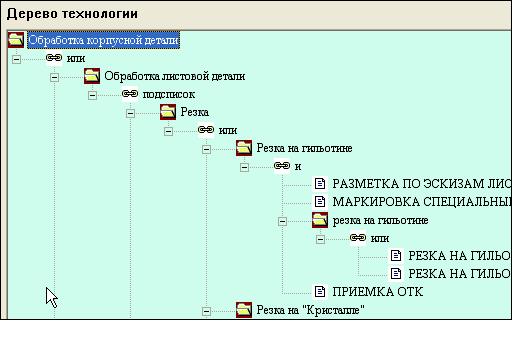 Рис. 2. Абстрактные фрагменты технологии помечены пиктограммой
Если фрагмент связан с потомками связкой <и>, то он конкретизируется всеми своими потомками. Если фрагмент связан с потомками связкой <или>, он конкретизируется каким-то одним из своих потомков. Связка <подсписок> представляет собой особый вид конкретизации фрагмента, когда фрагмент конкретизируется только теми своими потомками, входные условия которых выполняются. Каждый фрагмент технологии имеет входное условие его применимости. Условие представляет собой логическое выражение, операнды которого – параметры особенностей изделия. Пример условия применимости фрагмента: LL > 1000 And LL / BB > 5, Поскольку особенностей одного типа в изделии может быть несколько, условие применимости фрагмента может содержать кванторы всеобщности и существования, говорящие о необходимости выполнения условия для всех или хотя бы одной особенности указанного типа. Пример: Exists «фаска»: Lfas > 1000, Отладка базы знаний технолога – дело непростое. Гарантировать правильность базы знаний помогут такие специальные средства, как библиотека тестовых изделий и система объяснения сгенерированного тестового маршрута. Генератор технологического процесса для конкретного изделияПусть база знаний технолога наполнена и отлажена, и параметры особенностей изделия определены. Теперь для получения рабочего технологического процесса изготовления изделия необходима программа - генератор технологического процесса. Генератор начинает работу с объявления технологического процесса корневым фрагментом технологии дерева знаний (на рисунке 2 это – «Обработка корпусной детали»). Затем этот единственный фрагмент конкретизируется, т.е. заменяется его потомками, согласно логической связи с ними. В технологический процесс включается только тот фрагмент технологии, входные условия применения которого выполнены. Генератор технологического процесса должен уметь:
Видимо, лучшим языком для реализации генератора является ПРОЛОГ, имеющий в своём арсенале такие замечательные возможности как механизм возврата, сопоставление с образцом, работа со списками, рекурсивность. Первая промышленная реализация выше изложенной схемы, работающая в настоящее время на OAO «Северная верфь» и на ОАО «Окская судоверфь», была выполнена на языке PDC PROLOG в 1996 году. Однако, подойдёт для генератора и любой другой язык программирования, поддерживающий, если не списки, то динамические массивы. Практическая реализация схемыВыше изложенная схема была реализована как модуль «Технология», входящий в состав системы технологической подготовки производства «Ритм-Судно», разработанной во ФГУП ЦНИИТС, г.Санкт-Петербург. Модуль обеспечивает генерирование технологических процессов производства листовых и профильных деталей корпуса судна. В модуль «Технология» входят:
Справочник типовых маршрутов необходим для опознания типовых маршрутов, в автоматически генерируемых рабочих технологических процессах. Редактор технологических процессов востребован при проектировании нестандартных технологий. Модуль «Технология» реализован на языке FoxPro 8.0. Все данные хранятся в DBF-таблицах. Исходная информация о параметрах деталей предоставляет модуль «Деталь» системы «Ритм-Судно». Этот же модуль обеспечивает выпуск технолого-нормировочных карт для полученных технологических процессов. ПерспективыВ 2005 году предполагается применить модуль «Технология» для проектирования технологических процессов корпусообрабатывающего производства нескольких судостроительных верфей. В дальнейшем планируется апробирование схемы для сборочно-сварочного производства в судостроении. Литература
|
|
||||||||||
| на главную | материалы | ПО | библиография | карта сайта | словарь | наверх | |||||
| ©Structuralist
2005-2006 structuralist@narod.ru |
|
|
 , физические фрагменты технологии – пиктограммой . Связки между фрагментами помечены пиктограммой
, физические фрагменты технологии – пиктограммой . Связки между фрагментами помечены пиктограммой  . Связки могут быть трёх типов:
. Связки могут быть трёх типов: